Наибольшее распространение в промышленности получил магнитопорошковый контроль (МПК). В качестве индикатора в данном случае используются магнитные частицы, которые притягиваются к полям рассеяния и скапливаются, тем самым образуя индикаторные следы прямо над несплошностями. Магнитопорошковый метод относится к индикаторным (неизмерительным) методам неразрушающего контроля. Метод предназначен для выявления несплошностей ферромагнитного металла с относительной магнитной проницаемостью не менее 40. МПК является одним из самых чувствительных методов неразрушающего контроля. Метод позволяет обнаруживать при соответствующих условиях визуально невидимые и слабо видимые поверхностные дефекты со следующими минимальными размерами: • раскрытием 0,001 мм; • глубиной 0,01 мм; • протяженностью 0,5 мм, а также более крупные. |

 |

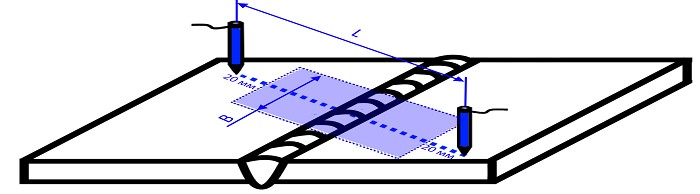

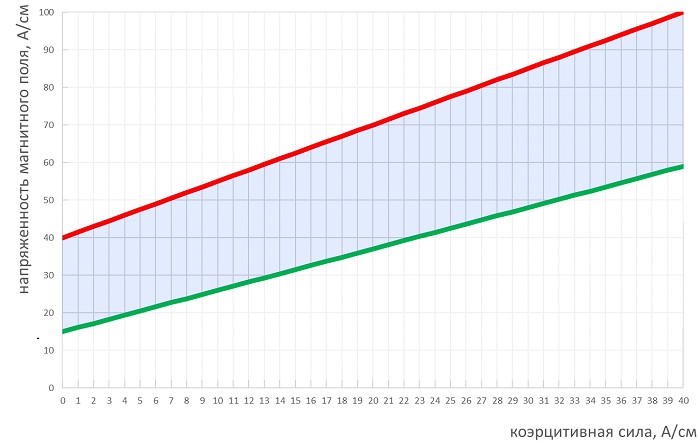
Если измеренное значение напряженности превышает 1,4Hmin, можно продолжить выполнение контроля, проводя намагничивание последующих участков сварного соединения. Зоны контроля соседних участков должны перекрываться на величину не менее 10 мм. Если измеренное значение напряженности не превышает 1,4Hmin, необходимо изменить расстояние между полюсами (для постоянных магнитов и электромагнитов) или значение тока намагничивания (для циркулярного намагничивания пропусканием тока) таким образом, чтобы добиться требуемого значения. В случае изменения расстояния между полюсами, электроконтактами, необходимо определить ширину зоны контроля и продолжить намагничивание Еще одной областью применения магнитного метода (кроме поиска поверхностных и подповерхностных дефектов) явялется оценка напряжённо-деформированного состояния трубопроводов, резервуаров, котлов, цистерн (в том числе под давлением), бурильных труб, мостов, подъёмников, эскалаторов, лифтов, грузоподъёмных кранов, балок и других металлоконструкций, испытывающих циклические нагрузки, с помощью коэрцитиметрического метода (магнитной структуроскопии). Метод основан на связи характеристик намагничивания металла объекта контроля с его структурой (размером и расположением зёрен), количеством микродефектов (вакансии, дислокации), уровнем механических напряжений. Подобная зависимость позволяет отследить структурные изменения, сопровождающие процесс обработки металла или воздействия рабочих нагрузок, посредством определения магнитных характеристик. Одной из наиболее структурозависимых магнитных характеристик является коэрцитивная сила. Для измерения корэцитивной силы используют коэрцитиметры, например, МС-10СП. |
Измерение коэрцитивной силы на различных участках сосудов, работающих под давлением, также позволяет установить аномальные участки, испытывающие наибольшие нагрузки, и, тем самым, локализовать зоны для проведения детального обследования другими методами НК. При наличии сведений о динамике изменения коэрцитивной силы становится возможным не только оценивать текущее состояние, но и прогнозировать остаточный ресурс, определять степень деградации механических свойств в процессе жизненного цикла металлоконструкции. Зависимость магнитных свойств ферромагнитных материалов от внутренней структуры может быть использована для оценки глубины и твёрдости поверхностных слоёв изделия, что делает возможным проведение неразрушающего контроля качества термообработки (режимов закалки, отпуска), механической обработки (ковка, прокат, поверхностно-пластическое деформирование), химической обработки (травления), а также комбинаций этих методов поверхностного упрочнения. Зависимость коэрцитивной силы от химического состава позволяет проводить экспресс-сортировку стального проката по маркам сплавов.
Основными нормативными документами, регламентирующими порядок применения коэрцитиметрии на различных объектах яляются: РД ИКЦ "КРАН"- 007-97-02 «Магнитный контроль напряженно-деформированного состояния и остаточного ресурса подъемных сооружений при проведении их обследования и техническом диагностировании (экспертизе промышленной безопасности)». РД ИКЦ "КРАН" 009-99 «Магнитный контроль напряженно-деформированного состояния и остаточного ресурса кислородных баллонов – сосудов, работающих под давлением до 20,0 МПа, при проведении экспертизы промышленной безопасности». ГОСТ Р 52330-2005 «Контроль неразрушающий. Контроль напряженно-деформированного состояния объектов промышленности и транспорта. Общие требования» ГОСТ Р 58599-2019 Техническая диагностика. Диагностика стальных конструкций. Магнитный коэрцитиметрический метод. Общие требования СТО 36554501-040-2014 Диагностика стальных строительных конструкций. Метод магнитный, коэрцитиметрический. |